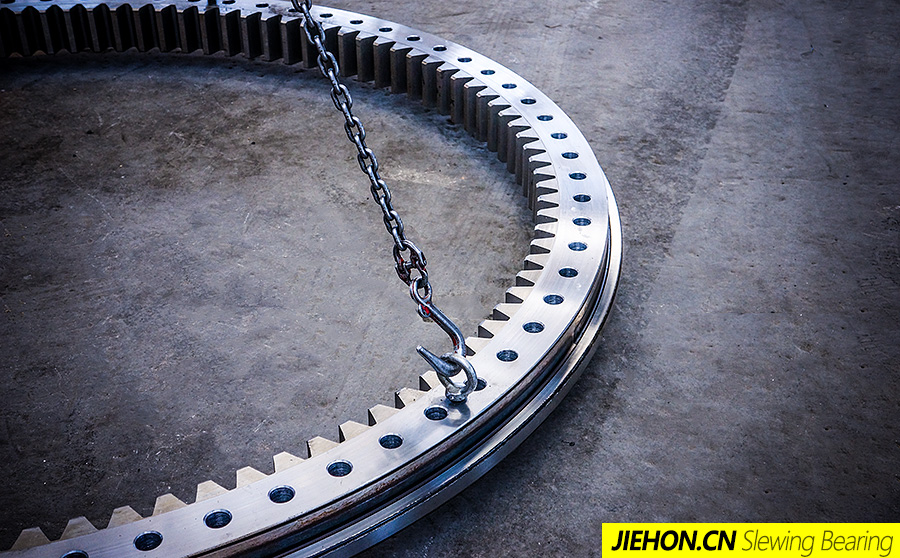
目前, 绝大部分门机械设备采用滚动轴承式回转支承装置。由于大轴承式回转支承精度高, 滚动体与滚道间隙小, 自身强度偏低, 所以要求安装平台一定要有足够的平面度和刚度, 并且对安装的技术要求较高, 在使用过程中维护保养也要及时周到。
回转支承座圈相对于整机刚性较差, 如果用高强度螺栓沿周围紧固, 座圈就会随安装平台的平面变形。由于大轴承的滚动体和滚道之间经过精密机加工, 轴向间隙较小 (一般不超过 0. 5 mm ), 当安装平台变形较大时, 会使轴承整个圆周的轴向间隙不均匀, 间隙较大处的滚动体和滚道受力较小或不受力,而间隙较小处的滚动体和滚道则受力较大, 有可能超过它们的接触强度, 造成大轴承局部过载, 产生异常磨损。